PTFE(聚四氟乙烯,俗称“特氟龙”)喷涂加工成型工艺是一种通过在基材表面喷涂PTFE材料,并经过干燥、烧结等步骤形成致密涂层的技术。以下是该工艺的详细介绍:
一、工艺流程
基材前处理
清洁除油:使用碱性清洗剂(如氢氧化钠溶液)或有机溶剂(如三氯乙烯、汽油、异丙醇)浸泡、超声清洗基材,去除油脂和灰尘。非金属基材(如陶瓷、玻璃)可用酒精或去离子水擦拭。
表面粗糙化:通过喷砂(金刚砂、石英砂、碳化硅砂)、化学蚀刻(如铝件用草酸腐蚀)或电火花处理增加基材表面积,提升机械咬合力。金属基材粗糙度通常控制在Ra 1.6-3.2μm,非金属基材根据材质选择合适方法。
预处理检查:用纯水冲洗后表面应均匀润湿(无挂珠),确保油污彻底清除。
涂层材料准备
固含量控制:PTFE涂层原料为水分散液(环保)或有机溶剂分散液(快干),固含量通常为30%-60%,根据目标涂层厚度调整。
粘度调节:用去离子水或专用稀释剂调整粘度(涂-4杯粘度计测量,一般控制在15-30秒),避免粘度太低易流挂或太高涂层出现针孔。
搅拌处理:分散液需低速搅拌(50-100rpm)30分钟,避免PTFE颗粒沉降,确保均匀性。
喷涂方式选择
空气喷涂:压缩空气(0.3-0.5MPa)将分散液雾化后喷涂到基材表面,设备简单(喷枪+空压机),适合复杂形状(如阀门、模具)。喷枪与基材距离控制在15-25cm,角度垂直(±15°)。
高压无气喷涂:分散液通过高压泵(10-20MPa)直接雾化,无空气混入,涂层致密(无气泡),适合大面积平面(如反应釜内壁),但设备成本较高。
静电喷涂:分散液带电(通过静电发生器),基材接地,利用静电吸附作用喷涂,涂料利用率高(80%-90%),涂层均匀,适合批量小件(如厨具手柄),但需保证基材导电性(非金属基材需预处理导电层)。
喷涂参数控制
湿膜厚度:单次喷涂湿膜厚度通常为20-50μm,根据固含量换算干膜厚度(如固含量50%时,湿膜50μm→干膜25μm)。
喷涂次数:如需厚涂层(如****管道,干膜厚度50-100μm),需分2-3次喷涂,每次喷涂后需干燥(避免湿膜叠加流挂)。
走速与重叠度:喷枪走速控制在30-50cm/s,相邻喷涂轨迹重叠1/3-1/2,避免漏喷或局部过厚。
干燥处理
干燥温度:60-120℃(根据分散液类型,水性分散液用60-80℃,溶剂型用80-120℃)。
干燥时间:15-30分钟(厚度越厚,时间越长),以手触涂层无粘感为准。
设备:热风循环烘箱,确保温度均匀(温差≤±5℃)。
烧结固化
烧结温度:PTFE熔点约327℃,实际烧结温度通常为350-400℃(不同牌号略有差异,需参考供应商参数)。
升温速率:缓慢升温(5-10℃/min),避免基材与涂层热膨胀差异导致开裂。
保温时间:根据厚度调整,干膜20-50μm时保温10-20分钟,确保颗粒充分熔融。
冷却方式:自然冷却至室温(避免急冷导致涂层内应力),如需加速,可在200℃以下通风冷却。
二、关键参数与质量控制
涂层厚度:根据应用需求设定,通常为500μm左右,可通过调整喷涂速度和时间控制。过厚可能导致涂层开裂或剥离,过薄则可能影响防护性能。
喷涂压力:通常控制在0.3-0.6MPa之间,影响涂层均匀性和附着力。
固化温度与时间:固化温度通常为350-400℃,时间根据涂层厚度和设备性能调整。固化不足会导致涂层附着力差,固化过度则可能导致涂层分解或厚度不均匀。
环境控制:喷涂现场应保持通风良好,避免灰尘污染未固化的湿膜。
三、应用领域
厨具:平底锅、烤箱内胆等,利用不粘性。
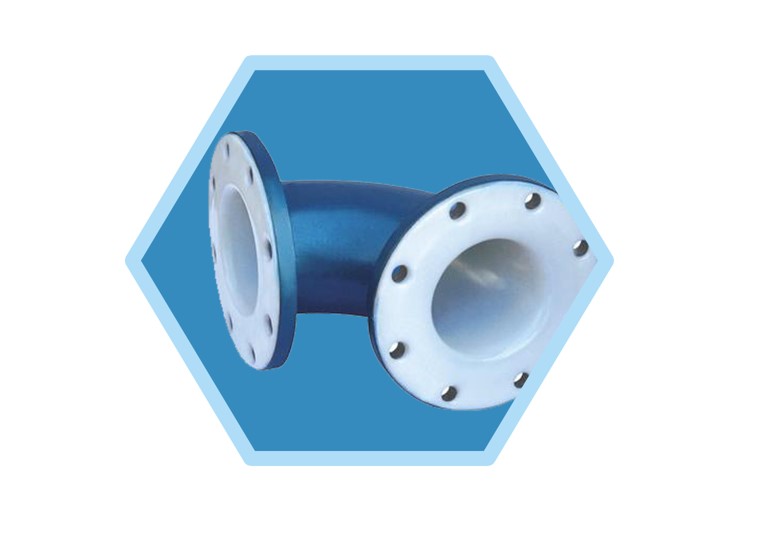
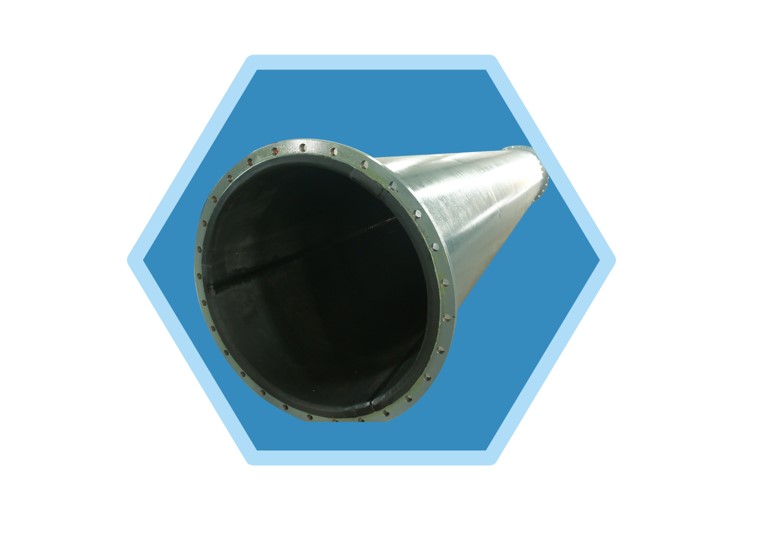
****:反应釜、管道、阀门等,耐酸碱腐蚀。
食品工业:输送带、模具等,防粘黏且符合FDA食品接触标准。
****器械:手术器械表面,耐消毒高温且低摩擦。
其他领域:汽车工业(耐磨、耐腐蚀零部件)、电子设备(绝缘性能好的电路板)、建筑行业(防水、防污外墙涂层)等。