喷涂四氟(聚四氟乙烯,PTFE)的涂层厚度通常难以达到绝对均匀,但通过工艺优化和严格质量控制,可显著提升其均匀性以满足特定需求。以下是影响涂层厚度均匀性的关键因素及控制方法:
一、影响涂层厚度均匀性的因素
喷涂工艺类型
空气喷涂:依赖压缩空气将涂料雾化,但雾化颗粒大小和分布易受气压、喷枪距离、涂料粘度等因素影响,导致涂层厚度波动较大(通常均匀性较差)。
高压无气喷涂:通过高压泵直接将涂料挤出并雾化,颗粒更细且分布更均匀,涂层厚度控制更精准(均匀性优于空气喷涂)。
静电喷涂:利用静电吸附原理使涂料颗粒均匀沉积在基体表面,尤其适合复杂形状工件,但设备成本较高。
等离子喷涂:通过高温等离子焰流熔化涂料并喷射到基体上,适用于高温耐磨涂层,但厚度均匀性需依赖设备精度和工艺参数。
基体形状与表面状态
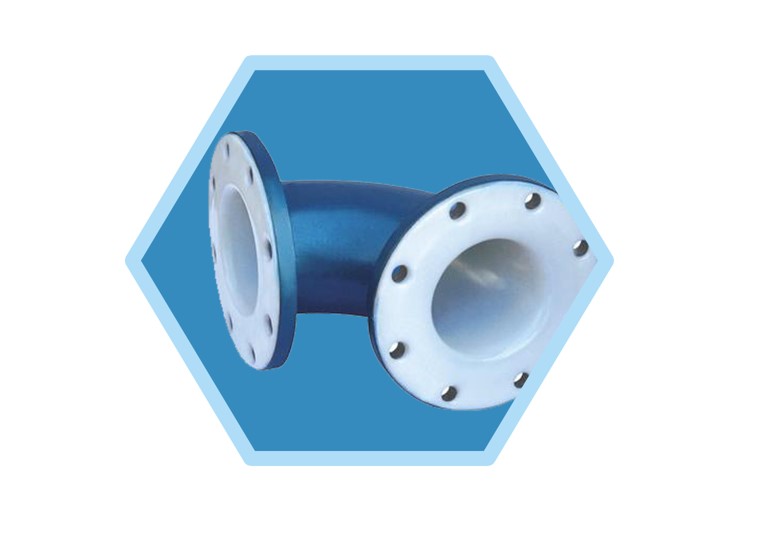
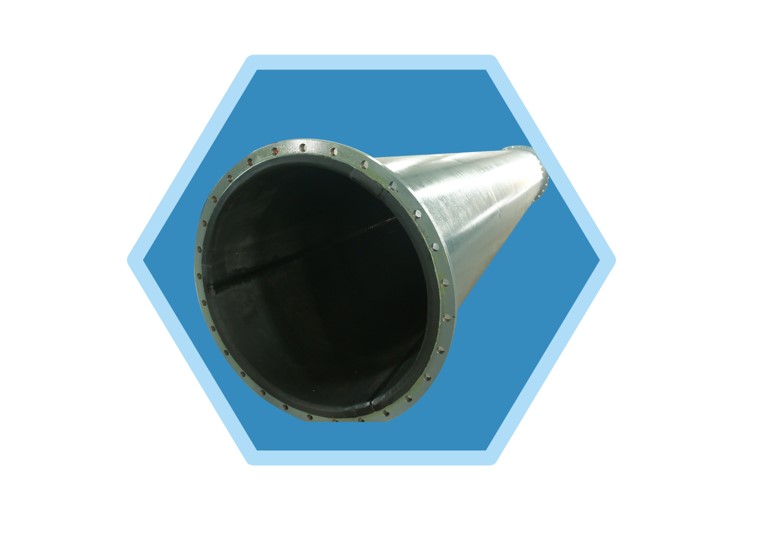
形状复杂性:曲面、凹槽或尖角部位易因涂料堆积或覆盖不足导致厚度不均。例如,管道内壁喷涂时,底部可能因重力作用涂料堆积,而顶部可能覆盖较薄。
表面粗糙度:粗糙表面会增加涂料吸附量,但过度粗糙可能导致局部厚度差异。需通过预处理(如喷砂、打磨)控制表面粗糙度在合理范围(如Ra3.2~6.3μm)。
涂料性质
粘度:粘度过高会导致雾化困难,涂料颗粒粗大且分布不均;粘度过低则可能流挂或覆盖不足。需根据喷涂工艺调整涂料粘度(如空气喷涂通常需稀释至合适范围)。
固体含量:涂料中固体成分比例影响涂层厚度。高固体含量涂料可减少喷涂次数,但需确保雾化效果;低固体含量涂料需多次喷涂,可能增加厚度波动风险。
操作参数
喷枪距离与角度:距离过近可能导致涂料堆积,过远则雾化颗粒分散,覆盖不足;喷枪角度偏离垂直方向可能导致涂层倾斜堆积。
喷涂速度与路径:喷涂速度过快可能导致涂层过薄,过慢则可能堆积;喷涂路径规划(如重叠率)影响涂层覆盖均匀性。
环境条件:温度、湿度和通风条件影响涂料干燥速度和流动性。例如,高温环境可能导致涂料快速干燥,形成橘皮样纹理;高湿度环境可能导致涂层发白或起泡。
二、提升涂层厚度均匀性的方法
工艺优化
选择合适工艺:根据工件形状和性能需求选择喷涂工艺(如复杂工件优先静电喷涂或等离子喷涂)。
预处理基体:通过喷砂、打磨或化学清洗去除油污、锈蚀和氧化层,提升表面清洁度和粗糙度均匀性。
调整涂料参数:根据喷涂工艺调整涂料粘度、固体含量和稀释剂比例,确保雾化效果和涂层流平性。
优化操作参数:通过试验确定最佳喷枪距离、角度、速度和路径,并保持操作一致性(如使用机器人喷涂减少人为误差)。
质量控制措施
在线检测:使用激光测厚仪或超声波测厚仪实时监测涂层厚度,及时调整喷涂参数。
分层喷涂:对厚涂层需求,采用多次薄喷(每层厚度控制在10~20μm),每层之间进行干燥或固化处理,减少流挂和堆积风险。
后处理修正:对局部厚度超差部位进行打磨或补喷,确保整体均匀性。
设备与材料选择
高精度设备:使用自动化喷涂设备(如机器人喷涂系统)减少人为操作误差,提升重复性和均匀性。
优质涂料:选择分散性好的涂料,减少颗粒团聚导致的厚度波动。
三、涂层厚度均匀性的验收标准
厚度范围:根据应用场景制定厚度标准(如****设备涂层厚度通常为50~100μm,且同一工件厚度偏差不超过±10%)。
检测方法:
磁性测厚仪:适用于铁磁性基体(如钢铁),非破坏性检测,精度±1~3μm。
涡流测厚仪:适用于非铁磁性金属基体(如铝、铜),精度±1~5μm。
显微镜测厚法:实验室环境下制备横截面切片,使用光学或电子显微镜测量(精度高,但操作复杂,适用于关键部件抽检)。
均匀性评估:通过多点测量(如每平方米至少5个点)计算厚度极差(最大值与最小值之差)或标准差,评估均匀性是否符合要求。