3PE防腐设备通过优化三层结构设计、严格材料选择与施工控制、采用先进技术增强涂层韧性,显著提升了涂层的抗冲击性,具体分析如下:
一、三层结构设计增强抗冲击性
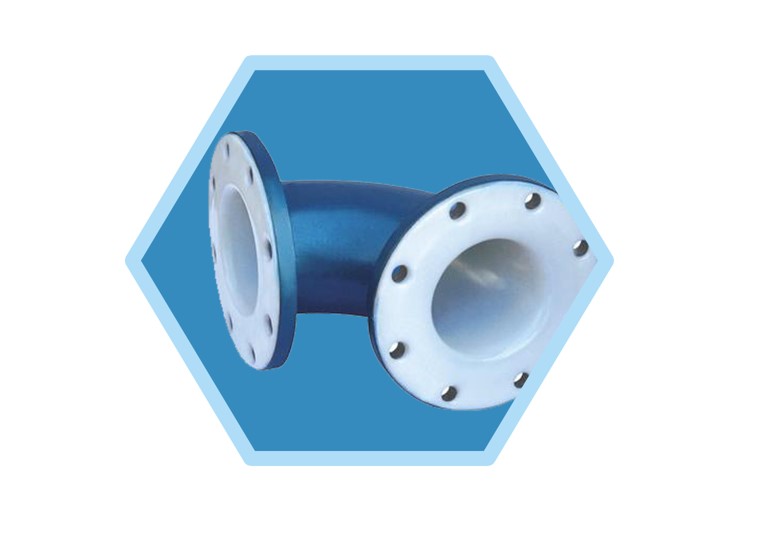
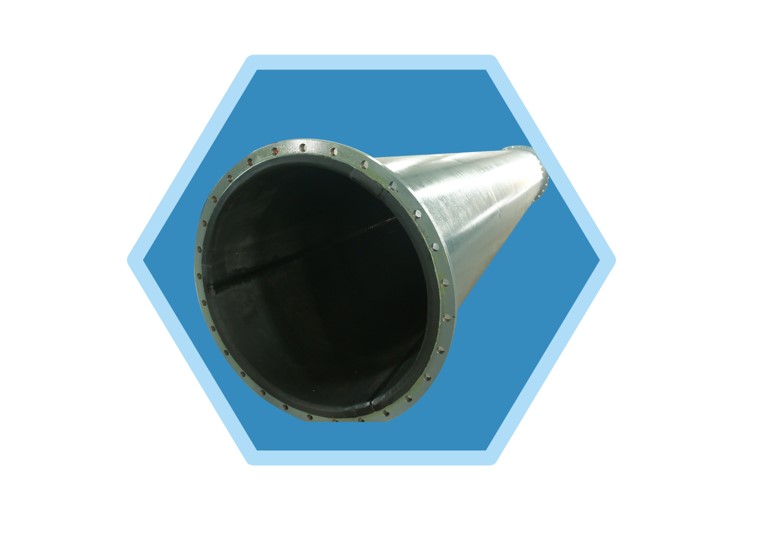
3PE防腐涂层由底层环氧粉末、中间层胶粘剂和表层聚乙烯组成,这种组合使防腐层同时具备化学稳定性、抗渗透性和抗冲击性。
底层环氧粉末:通过静电喷涂与钢管表面结合,形成连续致密的化学键,为中间层提供良好的附着基础,同时具有良好的耐化学腐蚀性。
中间层胶粘剂:在高温下熔融,实现上下层材料的物理粘结,确保整个防腐层的整体性。
表层聚乙烯:提供机械保护,其拉伸强度可达22MPa以上,能有效抵御穿越过程中的岩石刮擦等冲击。聚乙烯层属于热塑性物质,柔性好,耐磕碰,能够吸收和分散冲击能量,减少涂层损伤。
二、材料选择与施工控制
材料选择:选用高质量的环氧粉末、胶粘剂和聚乙烯材料,确保各层材料具有良好的性能和兼容性。例如,聚乙烯材料具有优异的韧性、抗冲击性和耐候性,能够有效保护内部两层相对较薄且脆的涂层。
施工控制:
钢管预处理:采用喷砂除锈的方法,将钢管表面的铁锈、氧化皮和油污等杂质彻底清除,使钢管表面呈现出金属光泽,达到Sa2.5级以上的除锈标准。这有助于增加环氧粉末与钢管表面的附着力,提高涂层的整体性能。
环氧粉末喷涂:通过静电喷涂的方式将环氧粉末均匀地喷涂在钢管表面,严格控制喷涂参数,如喷枪的电压、电流、粉末的喷出量和钢管的旋转速度等,以确保环氧粉末涂层的厚度均匀、无漏喷和堆积现象。
胶粘剂与聚乙烯层挤出包覆:在环氧粉末层尚处于熔融状态但已初步固化之时,将胶粘剂和聚乙烯依次挤出并包覆在底层涂层上。挤出包覆的温度和压力至关重要,需确保胶粘剂能与熔融的环氧粉末层和外层的聚乙烯充分浸润和粘结。
冷却固化:完成三层包覆的钢管进入冷却阶段,通过水淋或水浸的方式使其温度迅速下降。冷却需缓慢均匀,避免因骤冷而产生内应力,导致涂层开裂或剥离。
三、先进技术应用
纳米材料应用:掺入纳米材料的熔结环氧粉末能够显著提高涂层的机械性能和耐腐蚀性,包括抗冲击性。纳米材料可以填充涂层中的微孔和缺陷,增加涂层的致密性和硬度,从而提高其抗冲击能力。
智能化监测技术:虽然智能化监测技术不能直接提升涂层的抗冲击性,但它可以实时监测管道的状态,及时发现和修复潜在的腐蚀问题,从而间接延长涂层的使用寿命和保持其抗冲击性能。