四氟衬里机械设备的热喷涂技术是一种将聚四氟乙烯(PTFE,俗称四氟)涂层通过热喷涂工艺均匀附着在机械设备内壁或表面的技术,旨在提升设备的耐腐蚀性、耐磨性和不粘性,延长其使用寿命。以下是该技术的详细介绍:
一、技术原理
热喷涂技术利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将涂层材料(粉末状或丝状的金属或非金属材料,此处为四氟材料)加热熔化,用高速气流将其雾化成极细的颗粒,并以很高的速度喷射到工件表面,形成涂层。四氟材料因其优异的化学稳定性和不粘性,被广泛应用于需要耐腐蚀、易清洁的机械设备中。
二、设备组成
四氟衬里机械设备的热喷涂设备主要包括:
喷枪:用于喷射四氟粉末或丝材,形成涂层。
送粉装置:将四氟粉末均匀输送到喷枪中。
热源:提供喷涂所需的热量,使四氟材料熔化。
控制系统:控制喷涂过程中的各项参数,如温度、速度、喷涂量等。
冷却系统:防止设备过热,确保喷涂过程的稳定性。
三、工艺流程
四氟衬里机械设备的热喷涂工艺流程通常包括以下几个步骤:
喷砂预处理:采用压力式喷砂设备,使用刚玉砂等磨料对基体表面进行喷砂处理,以去除表面污垢、氧化皮等杂质,增加表面粗糙度,提高涂层与基体的结合强度。
预热:对基体表面进行预热处理,目的是除去表面潮气,使熔融四氟完全浸润基体表面,从而得到与基体的良好结合。通常将基体预热至接近粉末材料的熔点。
喷涂:采用由上到下的顺序进行喷涂(即顶部-柱面-底部),在预热使基体表面温度达到要求后,即可送粉喷涂。喷涂时,应保持喷枪移动速度均匀、一致,时刻注意涂层表面状态,使喷涂涂层出现类似于火焰喷熔时出现的镜面反光现象,与基体表面浸润并保持完全熔化。
加热塑化:对于聚乙烯等熔化缓慢的涂层材料,在喷涂后需用喷枪重新加热处理或者喷涂后停止送粉使涂层完全熔化、流平后再继续喷涂。加热时应防止涂层过热变黄。
检查与修补:在喷涂过程中及喷涂完一个部件后,对全部涂层进行检查,主要检查有无漏喷、表面是否平整光滑和有无机械损伤等可见缺陷,然后进行修补。
四、技术特点
基体材料不受限制:可以是金属和非金属材料,适用于各种基体材料的喷涂。
涂层性能优异:四氟涂层具有优异的耐腐蚀性、耐磨性和不粘性,能有效抵抗强酸、强碱等腐蚀性介质的侵蚀。
喷涂过程中基体材料温升小:不产生应力和变形,保持基体的机械性能。
操作工艺灵活方便:不受工件形状限制,施工方便,可对大型构件进行大面积喷涂,也可在指定的局部进行喷涂。
涂层厚度可控:涂层厚度可以从0.01至几毫米,满足不同工况下的使用需求。
五、应用领域
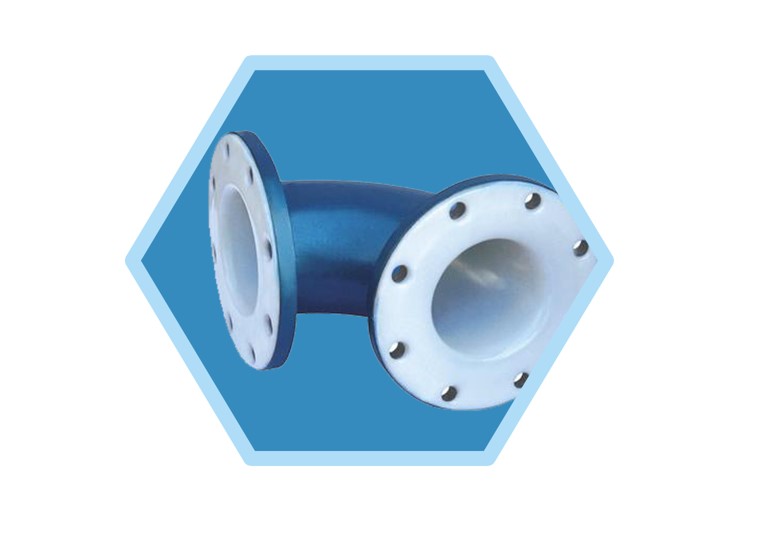
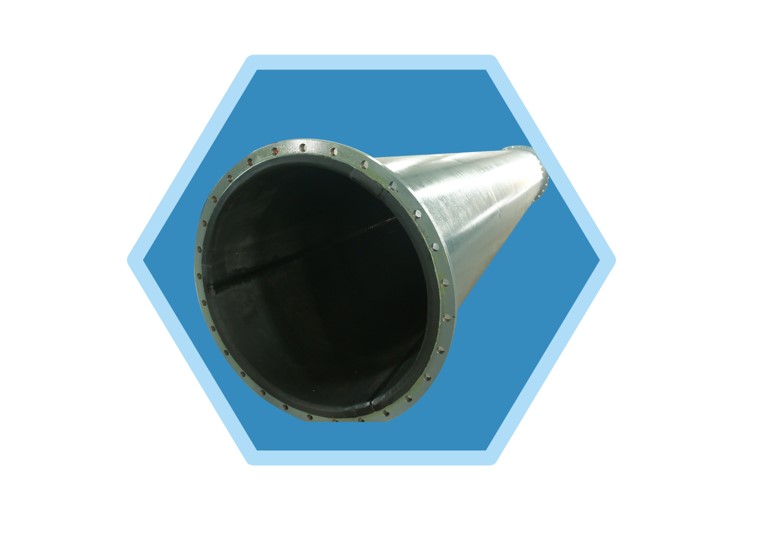
四氟衬里机械设备的热喷涂技术广泛应用于化工、制药、食品、造纸等行业的机械设备中,如反应釜、储罐、管道、阀门、离心机等。这些设备在运行过程中需要承受各种腐蚀性介质的侵蚀,采用四氟衬里热喷涂技术能有效提高设备的耐腐蚀性和使用寿命。